
Piccolo test di cultura generale. 1663: sapete citare qualche evento se non proprio di quell’anno almeno di quel secolo, in Europa o in Italia? Niente paura, non intendo farvi sorbire una noiosa lezione di storia. Giusto darvi qualche dettaglio, per costruire il quadro di insieme in cui andare a calare la storia che vi racconterò.
Potremmo cominciare col dire che il Seicento fu un periodo difficile, politicamente ed economicamente contrassegnato da grandi luci e profonde ombre, da carestie ed epidemie, rivolte popolari e guerre (la più cruenta fu la Guerra dei trent’anni che insanguinò il continente tra il 1618 e il 1648 con dodici milioni di morti), ma anche dai grandi traffici commerciali sull’Atlantico che rese potenze prospere i Paesi Bassi e l’Inghilterra. Fu l’epoca dei grandi assolutismi, in Francia c’era il Re Sole, sul finire del secolo in Russia sarebbe sorto l’astro di Pietro il Grande, in Prussia regnava Federico I, “Fritz pendente” come lo irrideva il popolo perché storpio dalla nascita. La Spagna, la grande perdente della guerra che abbiamo appena citato, non sarà più “la” protagonista sullo scacchiere internazionale e si lascerà dietro pezzi importanti del suo territorio.
E l’Italia? La definizione più celebre del Seicento del nostro Paese è quella di Alessandro Manzoni nei suoi Promessi Sposi: “età sudicia e sfarzosa”. Sfarzosa per i vezzi e le smanie di una nobiltà locale, che oggi potremmo definire “follower” di quella spagnola in ogni sua esteriorità, perlopiù inetta, ma oppressiva e aggressiva. Sudicia per le stentate condizioni di vita della popolazione, la mendicità dilagante, l’aspetto misero delle città dove pochi palazzi grandiosi erano circondati da luride catapecchie. Metà del nostro Paese è nelle mani della Spagna, il resto se lo giocano lo Stato della Chiesa e piccoli e meno piccoli stati (le due Repubbliche di Genova e di Venezia, il Granducato di Toscana, il Ducato di Parma e Piacenza, il Ducato di Savoia). Terre dove la peste a più riprese falcidiava la popolazione, dove la fame spingeva a disperate ribellioni (sempre nei Promessi Sposi viene raccontato il “Tumulto di San Martino” esploso a Milano nel novembre 1628, ma potremmo citare anche la rivolta napoletana capitanata da Masaniello nel 1647) sempre con esiti disastrosi per gli insorti.
La sto tirando troppo per le lunghe? Un attimo di pazienza, vi sto portando per mano in un luogo che tra poco scoprirete. Per farlo però dobbiamo “zoomare” su quella parte del Nord Italia che più o meno corrisponde oggi al Piemonte e Valle d’Aosta insieme, più un pezzettino di Svizzera e Francia, e che ai tempi era il Ducato di Savoia. Anche qui nel XVII secolo corsero gli eserciti e scorse il sangue, anche qui la miseria faceva da padrone e la peste paura (nel 1630 il morbo causò solo a Torino la morte di un terzo degli abitanti nel giro di un anno), l’economia era prevalentemente agricola, il commercio minuto, una situazione poco più che di sussistenza anche se il sovrano, Carlo Emanuele II, nutriva per la sua capitale, che era Torino, manie di grandezza. E da qui zoomiamo ancora e scendiamo sul Biellese, terra a quell’epoca ancora più grama se possibile, montuosa, con due sole ricchezze: l’abbondanza di pascoli e l’ottima qualità delle acque povere di calcare, due fattori cruciali per la produzione della lana e la sua lavorazione. Ecco, qui c’era e c’è il paese dove è ambientata la nostra storia: Trivero.
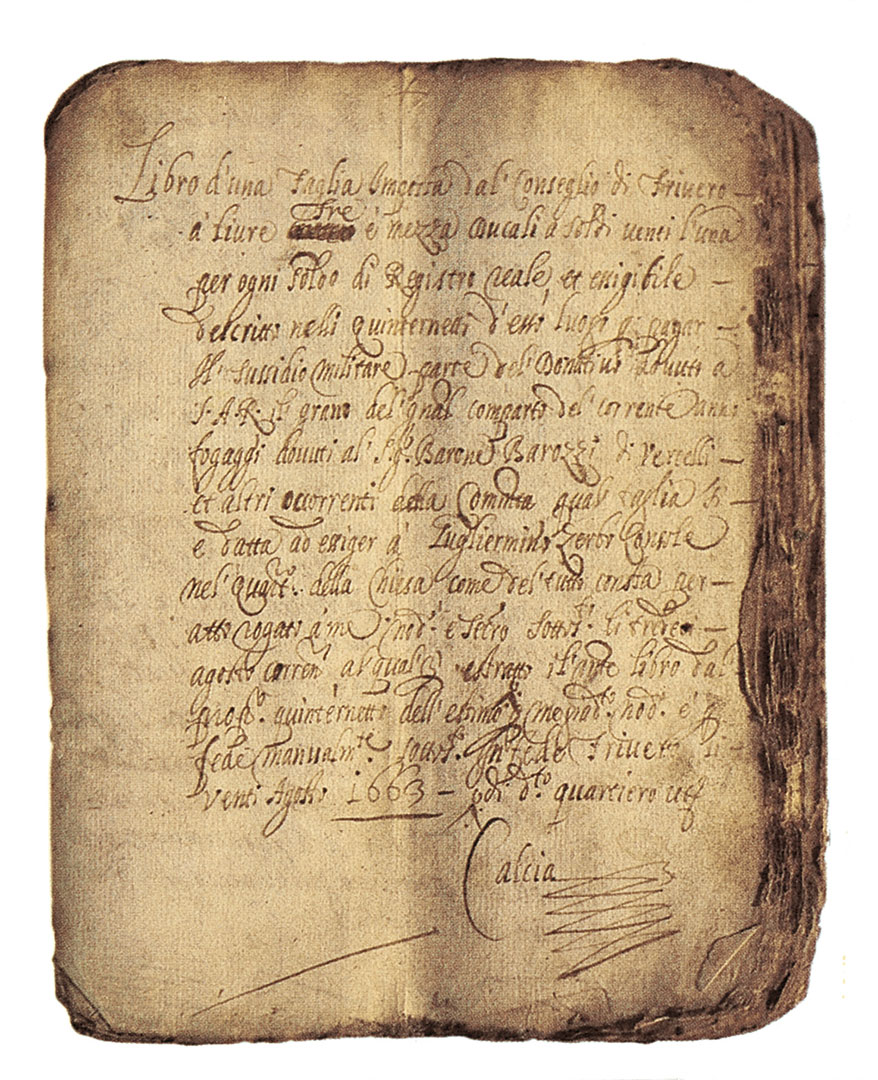
Non me lo immagino differente da tanti altri piccoli centri abitati dei dintorni: un pugno di case e in ognuna un fuso o un telaio o entrambi. A dire il vero Trivero aveva conosciuto il suo momento di celebrità (si fa per dire, che di giornali non ce n’erano e le notizie non è che corressero ovunque), quando tre secoli prima era stata scenario della cattura, sul monte Rubello appena a nord del paese, del famoso eretico Fra Dolcino, ma questa è un’altra storia. Ai tempi che vi raccontiamo, a metà Seicento, le acque si erano chetate e gli abitanti avevano un solo pensiero che occupava le loro giornate: lavorare per mangiare. E il lavoro non doveva mancare ad Ajmo Barbero che, secondo il “quinternetto delle taglie”, documento in cui venivano riportati i pagamenti delle tasse che tutti i capifamiglia dovevano al duca di Savoia e che oggi è conservato nell’archivio storico di Trivero, nel 1663 versa il suo tributo in parte in contanti e in parte con una saia grisa. Che cos’è? È la saglia, un tessuto in lana, già noto ai tempi degli antichi Romani, e che è ancora oggi uno dei bestseller del lanificio Vitale Barberis Canonico. Sì lo so, fa girare un po’ la testa, ma stiamo proprio parlando dei discendenti di quell’Ajmo secentesco, una tredicina di generazioni dopo, che ancora fondano la loro attività sulla lana, orgogliosamente negli stessi luoghi del loro antenato. Di loro parleremo a suo tempo, torniamo invece ad Ajmo, che con la sua saglia grisa testimonia che quattro secoli fa la famiglia non solo già produceva tessuti ma sapeva anche tingerli. Un know how, come lo definiremmo oggi, che non tutti possedevano e che implicava procedimenti tenuti gelosamente segreti e tramandati di padre in figlio.
La documentazione successiva fa un salto di una sessantina d’anni: nel 1726 a capo dell’impresa famigliare ci sono i due fratelli Giovanni Antonio e Ajmo Antonio che di cognome adesso fanno Barberis, una trasformazione non rara all’epoca e quasi sempre dovuta al fatto che al momento della registrazione degli atti di battesimo i sacerdoti, forse più a loro agio con il latino che con l’italiano, cambiavano la desinenza del cognome. Giovanni Antonio è registrato dalla comunità come commerciante di panni, mentre il secondogenito figura come ciabattino anche se probabilmente si trattava di un mestiere, diciamo, secondario, “di riserva” nell’eventualità di tempi difficili. Saranno i figli di quest’ultimo, Giovanni e Giuseppe, a far decollare l’attività di famiglia entrando, nel 1770, nel giro delle forniture militari: da quel momento fino all’arrivo degli eserciti napoleonici la produzione sarà ingente, parliamo in totale di 10.300 metri di “mezzalana” e di 2100 metri di “pirlata” (un tessuto di qualità superiore), a cui si aggiungevano le stoffe per il mercato civile, una quantità che presuppone la presenza certa di lavoranti. L’impresa è lanciata e adesso c’è addirittura già un marchio “g.a.b”, iniziali di Giovanni Antonio Barberis: gli viene concesso insieme alla ducale patente di “fabbricante di pannilana”. Né si tratta di un dettaglio da poco: allora come oggi il marchio era un simbolo di qualità e accresceva l’importanza di chi poteva fregiarsene. In quanto al fratello Giuseppe, il suo ruolo è di girare per “pubblici mercati, che settimanalmente si fanno cioè al lunedì in Mosso, al martedì in Varallo, al mercoledì in Orta, al giovedì in Omegna, al venerdì in Borgomanero e al sabato in Borgosesia, per smaltire le merci di suo negozio”. Con questa giustificazione Giuseppe, in una lettera del 1792 all’intendente della provincia di Biella, chiede di poter essere esentato dalla carica di consigliere comunale di Trivero. Aggiunge anche altri dettagli, dai toni forse un po’ lacrimosi, ma che non dubitiamo corrispondano a verità: ormai è anziano (è “in età d’anni sessantadue”, oggi ci si considererebbe solo “maturi”), ha un “tenue patrimonio di pochissimo redito” e una “numerosa famiglia composta di numero sedici persone”. In altre parole, non ha tempo per “esercitare un tal uffizio”.
I decenni successivi saranno particolarmente importanti per l’impresa: siamo a metà Ottocento e arriva anche nel Biellese la rivoluzione industriale con l’introduzione dei filatoi e dei telai meccanici. “Apripista” sarà Pietro Sella, seguito rapidamente dai concorrenti che non possono rischiare di essere meno competitivi. In particolare Giovanni Barberis, bisnipote del Giuseppe commerciante, nel 1868 compra alcuni telai meccanici e li affianca a quelli a mano. Ma c’è un problema: perché la produzione di questi ultimi non risulti più costosa bisogna operare con tagli ai salari e con licenziamenti. È il doloroso prezzo sociale della meccanizzazione che però non sembra aver aumentato a dismisura i profitti dell’impresa dato che alla morte di Giovanni, il suo erede Giuseppe scoprirà che le pezze di stoffa del magazzino non sono poi così tante e insieme a queste c’è poco altro, balle di lana filata, coloranti e 638 chilogrammi di olio d’oliva che serve per ammorbidire le lane più fini. Non è certo un grande lascito. Ma Giovanni è ambizioso e rifonda l’azienda trasformandola in una fabbrica moderna che alla fine del secolo vedrà all’opera 800 fusi e 73 telai, di cui solo 20 a mano. Ah, dimenticavo, nel frattempo al cognome Barberis era stato aggiunto, come si usava ai tempi, anche il subcognome “Canonico” perché nella famiglia si erano registrate ben tre vocazioni sacerdotali.
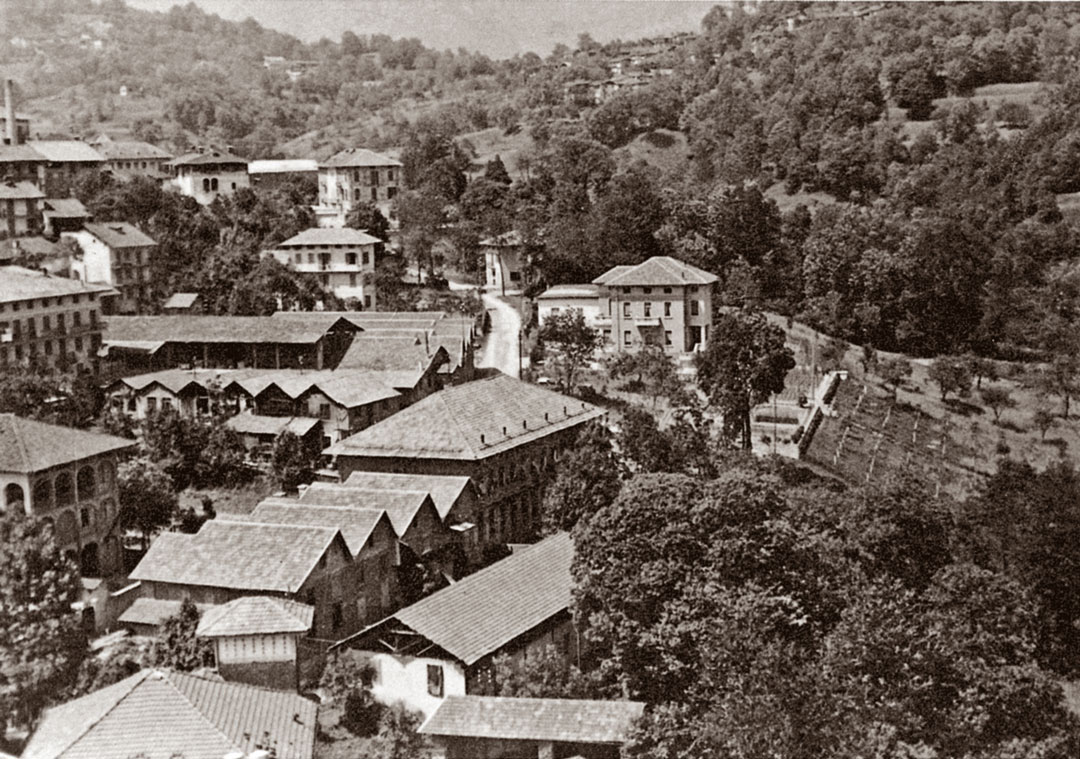
Un’altra data cruciale: il 1910. Anche a Pratrivero, è in questa frazione di Trivero infatti che Giuseppe ha costruito la nuova fabbrica, fa la sua comparsa l’elettricità e la novità consente all’azienda di affrontare il ciclo completo di produzione, quello che parte dalla materia prima, la lana, per arrivare al tessuto finito. È un momento di grande fervore, si comincia ad ampliare la gamma delle stoffe lavorando anche con il cotone, si cercano modi per abbassare il costo del prodotto e quindi il prezzo di vendita in modo da allargare, come si direbbe oggi, la platea dei consumatori. E poi si guarda oltre frontiera: negli anni Venti la Barberis Canonico esporterà nelle Americhe, in India e perfino in Cina. Ma qualcosa cambia nell’assetto dell’impresa: Giuseppe nel 1921 si ritira e i sei figli creano tre distinte aziende, delle quali una, quella tra Vitale e Oreste, è importante per la nostra storia perché porta direttamente all’oggi. Forse non poteva esserci momento peggiore per una decisione di questo tipo, visto che la grande crisi del ’29 è alle porte, ma i due fratelli riescono a superarla sostanzialmente indenni.
I problemi spunteranno dopo, con l’avvento del periodo fascista e poi con la guerra, e saranno affrontati dal solo Vitale perché nel 1936 il sodalizio con Oreste si è sciolto: la Vitale Barberis Canonico (questo adesso è il suo nome) si deve districare tra le norme imposte dal governo e le mille difficoltà dovute sia alla carenza di manodopera e di corrente elettrica sia al reperimento dei pezzi di ricambio e dei coloranti, deve modificare la composizione dei tessuti perché le leggi del tempo vogliono che ci sia almeno il 20% (che poi diventerà 80%) di fibre artificiali. Ancora una volta saranno le forniture militari a darle una mano facendola superare la complessa congiuntura.
La fine della guerra è l’inizio di un’ulteriore riconversione dell’azienda. Vitale intuisce la voglia di “bello” che è sbocciata sulle macerie della guerra e capisce che i mercati internazionali non accetteranno più tessuti di bassa qualità: è l’inizio della visione odierna dell’impresa, con una fabbrica che è sempre più allineata alle nuove tecnologie e sempre più vocata alla produzione di tessuti in pura lana di “alta gamma”. Alla sua morte, nel 1970, saranno i suoi figli Alberto e Luciano, ancora molto giovani, a essere chiamati “in prima linea” per continuare la strada intrapresa. C’è anche una sorella, Daniela che, grazie a un accordo tra i tre fratelli e in assoluta controtendenza rispetto ai tempi, viene coinvolta nell’eredità in maniera equa comprendendo anche l’azienda (a quei tempi solitamente esclusivo appannaggio dei maschi) che viene divisa in parti uguali. Ecco già un segno di quella uguaglianza di genere che oggi è un cardine della CSR aziendale.
E oggi? A raccontarci l’azienda nel terzo millennio è Lucia Bianchi Maiocchi, figlia di Daniela, che nell’impresa ricopre il ruolo di Sustainability Manager. Proprio l’attenzione alla sostenibilità è uno dei due binari su cui corre – e a grandissima velocità – la Vitale Barberis Canonico, l’altro è l’innovazione tecnologica. Tecnologia che, dice Bianchi Maiocchi “non mira però alla sostituzione dell’uomo, ma che lo solleva dai compiti più logoranti e ripetitivi” o potenzialmente dannosi alla salute. Così un po’ dappertutto si vedono all’opera bracci meccanici oppure robottini che corrono, viene da dire “indaffarati”, qua e là (solo uno è immobile – “è addormentato” ride Lucia – perché in attesa di ricarica). Uno dei reparti più avanzati è la tintoria che è in grado di produrre in totale autonomia 24 ore su 24, 7 giorni su 7 con 13 addetti ai quali è deputata la pianificazione settimanale delle macchine senza che entrino mai in contatto con i coloranti visto che questi vengono interamente gestiti da un computer: attraverso un sistema di tubi sono riversati, nella giusta quantità secondo la formula in precedenza impostata, nelle vasche insieme all’acqua, il tutto in assoluta sicurezza. Successivamente i nastri di lana (questa è la forma che assume la materia prima dopo che è stata lavata e pettinata), avvolti su se stessi a formare sorte di grandi gomitoli detti bumps, vengono prelevati da bracci meccanici e deposti nelle vasche dove si trovano i coloranti, poi da lì, dopo 3-4 ore, passeranno su nastri trasportatori, avviati al lavaggio e successivamente all’asciugatura: una grande “orchestra” automatizzata che include anche la tintura delle pezze di tessuto per le quali sono state progettate e costruite, appositamente per la fabbrica, speciali macchine in grado di risparmiare tanto l’acqua (al posto di 60 litri per metro di tessuto solo 35,8 litri) quanto il bagno di colore (si riescono a tingere fino a 3.600 metri di tessuto con uno stesso bagno). Già da questo dettaglio si nota l’attenzione all’ambiente che caratterizza l’impresa così come da quello che accade alle acque reflue: vengono completamente depurate grazie a un processo di microfiltrazione con fanghi attivi e decolorate con un trattamento a ozono. Alla conclusione di questi processi l’acqua è totalmente pulita e per il 28% ritorna nel ciclo della fabbrica (ma l’obiettivo è di arrivare al 40%) mentre il resto viene restituito alla natura, riversato nel piccolo Rio delle Mollie a fianco dell’azienda. Ma prima di giungere lì, alimenta un laghetto dove vive in ottima salute una colonia di carpe koi e pesci rossi che testimoniano con la loro longevità la buona qualità dell’acqua.
Un altro reparto a elevata automatizzazione è la tessitura dove ci aspetta una sorpresa. Ogni telaio è ricoperto da una sorta di cabina con funzione insonorizzante, che abbatte in modo considerevole il frastuono che di solito in questi ambienti è davvero fastidioso: grazie all’accorgimento inventato da Alberto Barberis Canonico, il rumore passa da 100 decibel (la pressione sonora che si registra in una discoteca) a 85 (che è il numero di decibel prodotti dal traffico di una grande città) con tutto vantaggio per l’udito degli addetti che comunque sono tenuti a indossare dei tappi auricolari di protezione. “È stato un investimento considerevole” – ci evidenzia Bianchi Maiocchi “ma serve a rendere più confortevole l’ambiente di lavoro”.
È dopo la tessitura che “l’elemento umano” entra in gioco in tutta la sua insostituibilità. Infatti il tessuto, una volta follato o passato al bruciapelo (a seconda della sua tipologia, cardato o pettinato) e dopo aver subito un lavaggio a 70° per stabilizzarne le misure e una vaporizzazione finale, viene controllato sul cosiddetto “tribunale” (un termine che la dice lunga sulla severità del processo), un dispositivo a rulli retroilluminato. Questo lavoro è di appannaggio di un team femminile che controlla accuratamente, centimetro dopo centimetro, che non ci siano imperfezioni, un compito che un computer non riuscirebbe a svolgere perché incapace di distinguere tra il difetto e la particolarità della stoffa. E sempre di pertinenza femminile è la rammendatura, un’attività più simile al restauro di un’opera d’arte e che a questo si avvicina per la sapiente manualità: le addette passano incessantemente le mani sulla stoffa alla ricerca, tramite il tatto, di nodi e piccole difformità che potrebbero sfuggire alla vista, con un’eleganza gestuale simile a una danza e una volta trovato il difetto, gli pongono subito rimedio. Maestre di ago e filo, impiegano quattro anni di apprendistato per acquisire tutti i segreti di un’attività che è arte vera e propria. Proprio in questo settore è stata applicata una rivoluzione nell’orario lavorativo che adesso si svolge dalle 7 della mattina fino alle 15:30 inclusa mezz’ora di pausa pranzo: molto apprezzata dalle lavoratrici, ha consentito loro di riappropriarsi di una fetta importante di vita.

Questa è solo una delle tante scelte operate dall’azienda per assicurare ai propri dipendenti condizioni di lavoro gratificanti e sicure nei contenuti e innovative nelle modalità. Basti pensare all’introduzione degli esoscheletri indossabili per alcune mansioni particolarmente faticose: si tratta di dispositivi che evitano sovraccarichi muscolari che potrebbero portare a malattie professionali nel lungo periodo e Vitale Barberis Canonico è stata la prima impresa del settore laniero a dotarsene.
E parlando di priorità alla persona e soprattutto avendo come interlocutrice una donna, non si può non affrontare il tema del femminile. Nell’azienda oggi il 51 per cento della forza lavoro è costituito da donne con però una percentuale ancora bassa di quadri e dirigenti. Purtroppo – ci spiega Bianchi Maiocchi – l’azienda sconta situazioni pregresse perché il mondo tessile è sempre stato, tradizionalmente, molto maschile e non è possibile riequilibrare questa disparità in modo veloce. Tuttavia c’è l’obiettivo futuro di andare nella direzione di una riduzione sempre più forte del gap gender. Tanto più che “l’elemento femminile è più inclusivo e coesivo, fa largo uso dell’intelligenza emotiva, tutti tratti fondamentali per una gestione efficace delle persone”.
La tracciabilità della filiera in Vitale Barberis Canonico è molto importante anche perché uno dei segreti dell’altissima qualità della sua produzione è il blending. Sì, avete indovinato. Proprio come nel caffè gli aromi più raffinati si ottengono miscelando diverse varietà, così qui in una pezza di 35 metri possono esserci lane provenienti anche da 600 fattorie, sparse nel mondo con l’esclusione dell’Europa. Va da sé che ci deve essere un attento controllo dell’impatto ambientale e del benessere degli animali. Gli allevatori in particolare si impegnano a seguire i cinque punti di un protocollo che prevede che le pecore debbano essere nutrite in modo adeguato e corretto, che possano avere libertà di movimento, non debbano soffrire fisicamente in nessun momento della loro vita né provare disagio e paura e possano comportarsi come vuole il loro istinto. Una gestione etica che aumenta il valore “immateriale” del prodotto finito.

Le buone pratiche non finiscono certo qui. Il quadro della sostenibilità include l’efficientamento energetico e la riduzione delle emissioni di CO2, l’utilizzo virtuoso dell’acqua e delle sostanze chimiche (come già raccontato sopra), il riciclo dei sottoprodotti di produzione che fa sì che solo lo 0,7% venga destinato allo smaltimento.
La voce di Bianchi Maiocchi si impenna con orgoglio anche quando ci parla del rapporto vivace con il mondo della scuola, di ogni ordine e grado, che si estrinseca sia in interventi diretti in classe sia tramite momenti formativi a insegnanti e genitori. Oppure quando racconta dell’Academy, un percorso rivolto a chi dell’abbigliamento ha fatto o vuole farne un lavoro e nel corso del quale l’azienda condivide le proprie conoscenze e profonde tutto il suo amore per il bello.
Ci sarebbe ancora tanto da raccontare, in primis la presenza di uno straordinario archivio di oltre 2000 volumi che raccolgono campioni di tessuti, provenienti dalle più blasonate aziende tessili di Stati Uniti, Inghilterra, Francia, Germania e, ovviamente Italia, dal 1846 a oggi: una panoramica affascinante di moda e costume che merita però un approfondimento a parte.
L’ultima occhiata è invece per il piccolo e raffinatissimo giardino interno, dal sapore quasi giapponese, dove aceri, azalee e uno splendido Cornus si contendono lo spazio con una vasca in granito, specchio liquido dove i colori dei fiori e delle foglie regalano visioni inattese. In quell’angolo di pace, in cui il tempo sembra quasi sospeso, c’è tutta la Vitale Barberis Canonico: la celebrazione della bellezza, l’importanza attribuita al dettaglio, l’attenzione per l’ambiente, la cura delle persone (il giardino non è una vetrina, è accessibile a tutti). È un biglietto da visita che non ha bisogno di parole, scalda il cuore e che, proprio per questo, comunica tanto, più di quanto possano fare mille report.




